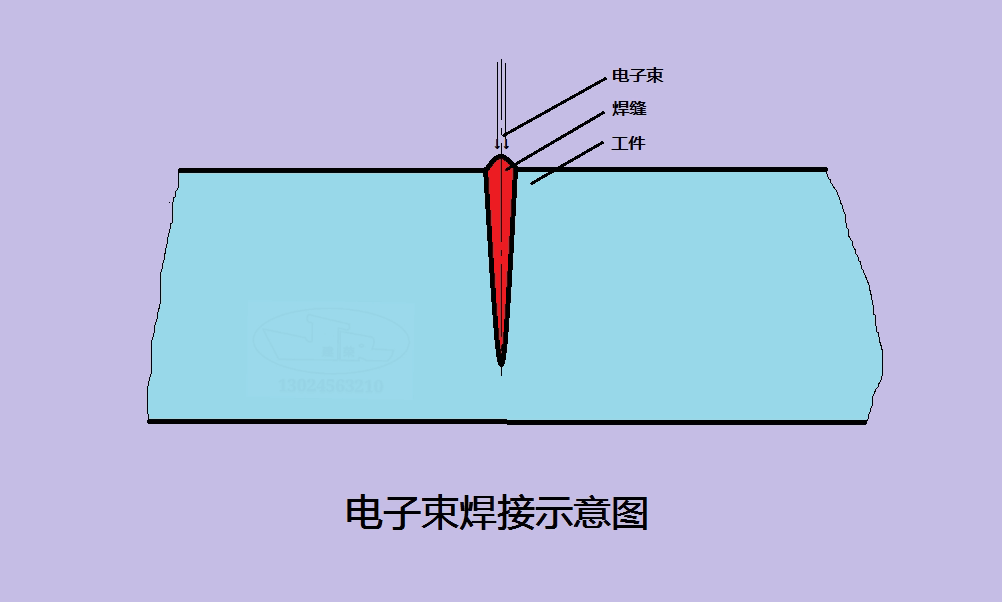
电子束焊接
编辑电子束焊接(EBW)是一种融合焊接工艺,其中将高速电子束施加到两种要连接的材料上。当电子的动能在撞击时转化为热量时,工件熔化并一起流动。电子束焊接通常在真空条件下执行,以防止电子束散逸。
电子束焊接的历史
编辑电子束焊接是由德国物理学家卡尔-海因茨·施泰格瓦尔德 (Karl-Heinz Steigerwald) 于1949年开发的,当时他正在从事各种电子束的应用。施泰格瓦尔德 (Steigerwald) 构思并开发了第 一台实用的电子束焊接机,该机器于1958年开始运行。
美国发明家詹姆斯·罗素 (James T. Russell) 也因设计和制造了第 一台电子束焊接机而功不可没。

电子束焊接设备
编辑自1958年施泰格瓦尔德 (Steigerwald) 出版了第 一台实用的电子束焊接设备以来,电子束焊接已在可进行焊接的所有工程领域迅速普及。
为了满足各种要求,设计了无数种焊机,它们在结构、工作空间体积、工件操纵器和射束功率方面都不同。
专为焊接应用而设计的电子束发生器(电子枪)可以提供功率从几瓦到大约一百千瓦的光束。可以实现微小部件的“微焊接”,以及最 大300毫米(如果需要,甚至更大)的深焊接。各种设计的真空工作室的容积可能只有几升,但是也已经建立了数百立方米的真空室。
具体而言,设备包括:
-
电子枪
在电子枪中,自由电子是从热金属带(或金属丝)通过热发射获得的。然后通过三个电极产生的电场将它们加速并形成狭窄的会聚束:电子发射带,连接到高压(加速)电源(30-200 kV)负极和正极的阴极。高压电极、阳极。第三个电极相对于阴极带负电,称为Wehnelt电极或控制电极。它的负电位控制发射的电子进入加速场的部分,即电子束电流。
通过阳极开口后,电子在稍发散的圆锥中以恒定速度移动。对于技术应用,发散束必须聚焦,这是通过线圈,磁性聚焦透镜的磁场实现的。
为了使电子枪正常工作,必须相对于加速电子透镜和磁聚焦透镜的光轴完美地调整电子束。这可以通过在聚焦透镜之前施加一些特定的径向方向的磁场和垂直于光轴的强度来完成。这通常是通过一个简单的校正系统来实现的,该校正系统由两对线圈组成。通过调节这些线圈中的电流,可以产生任何所需的校正场。
通过聚焦透镜后,光束可以直接或通过偏转系统偏转后用于焊接。它由两对线圈组成,每个X和Y方向一个。这些可以用于“静态”或“动态”偏转。静态偏转对于通过焊接精确定位梁很有用。动态偏转是通过向偏转线圈提供可由计算机控制的电流来实现的。这为电子束应用开辟了新的可能性,例如表面硬化或退火,精确的电子束定位等。
快速偏转系统也可以用于成像和雕刻(如果配备了适当的电子设备)。在这种情况下,设备像扫描电子显微镜一样操作,分辨率约为0.1毫米(受光束直径限制)。在类似的模式下,由计算机控制的细光束可以通过熔化薄的表面层在金属表面“写”或“画”图片。
-
工作腔
自从1950年代末第 一台电子束焊接机问世以来,电子束焊接的应用迅速普及到所有发达国家和工业领域。到目前为止,已经设计和实现了无数种各种类型的电子束设备。在大多数情况下,焊接是在高真空或低真空环境下的工作真空室内进行的。
真空工作室可以具有任何期望的体积,从几升到几百立方米。它们可以配备电子枪,以提供任何所需的功率高达100 kW的电子束,如果需要,甚至更高。在微电子束装置中,尺寸可以精确到十分之一毫米的部件可以被精确焊接。在具有足够高功率电子束的焊机中,可以实现300 mm深的焊接。
还有一些焊接机,其中电子束从真空中带到大气中。使用这种设备,无需巨大的工作室即可焊接非常大的物体。
-
工件机械手
即使没有在真空中实现,电子束焊接也永远不能“手动”进行,因为始终会产生强烈的X射线。梁和工件的相对运动通常是通过工件的旋转或线性移动来实现的。在某些情况下,可通过计算机控制的偏转系统移动光束来实现焊接。工件机械手大多是单独设计的,可以满足焊接设备的特定要求。
-
电源、控制和监 视电子设备
编辑
电子束设备必须为束发生器提供适当的电源。加速电压可以在30到200 kV之间选择。通常取决于各种条件,约为60或150 kV。随着电压的升高,技术问题和设备价格迅速上升,因此,只要有可能,就应选择大约60 kV的较低电压。高压电源的最 大功率取决于所需的最 大焊接深度。
高压设备还必须为阴极加热提供5 V以上的低压,为控制电极提供高达约1000 V的负电压。
电子枪还需要用于校正系统,聚焦透镜和偏转系统的低压电源。如果要提供计算机控制的成像,雕刻或类似的光束应用,最后提到的可能会非常复杂。
可能还需要复杂的电子设备来控制工件机械手。
内容由匿名用户提供,本内容不代表vibaike.com立场,内容投诉举报请联系vibaike.com客服。如若转载,请注明出处:https://vibaike.com/116592/