等离子炬
编辑等离子射流可用于等离子切割、等离子弧焊、等离子喷涂和用于废物处理的等离子气化等应用。
等离子炬的类型
编辑热等离子体通过直流(DC)、交流(AC)、射频(RF)和其他放电在等离子体炬中产生。直流电炬是最常用和研究最多的,因为与交流电炬相比:“闪烁产生和噪音更少,运行更稳定,控制更好,最少两个电极,电极消耗更低,耐火材料磨损略低和更低的功耗”。
热等离子直流焊炬
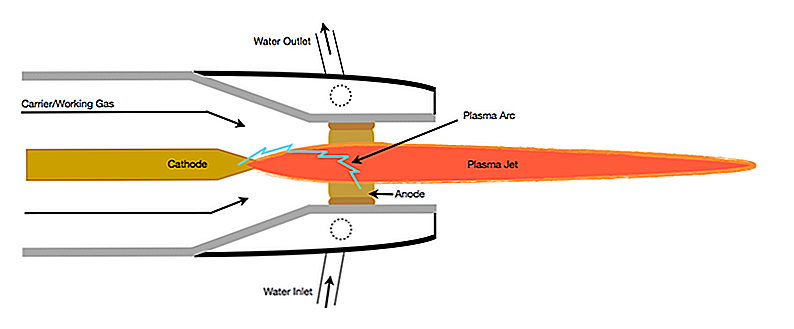
在直流焊炬中,电极(可由铜、钨、石墨、银等制成)之间形成电弧,载流/工作气体不断输入形成热等离子体,向外射出等离子射流/火焰(如相邻图像所示)。在直流炬中,载气可以是例如氧气、氮气、氩气、氦气、空气或氢气;虽然如此称呼,但它不一定是气体(因此,xxx称为载液)。
例如,捷克共和国布拉格等离子体物理研究所(IPP)的研究等离子体炬与H2O涡旋(以及少量添加的氩气以点燃电弧)一起工作,并产生高温/速度等离子火焰。事实上,电弧稳定的早期研究采用了水涡流。总的来说,电极材料和载液必须特别匹配,以避免过度的电极腐蚀或氧化(以及待处理材料的污染),同时保持充足的功率和功能。
此外,如果电弧电流足够大,可以提高载气的流速以促进更大、更突出的等离子体射流;反之亦然。
真正的等离子炬的等离子火焰最多只有几英寸长;它有别于虚构的远程等离子武器。
转移与非转移
直流割炬有两种类型:非转移式和转移式。在非转移直流割炬中,电极位于割炬本身的主体/外壳内(在那里产生电弧)。而在转移的炬管中,一个电极在外面(通常是要处理的导电材料),允许电弧在炬管外面形成更远的距离。

转移式直流割炬的一个好处是等离子弧是在水冷主体外部形成的,从而防止热量损失——就像非转移式割炬一样,其电热效率可低至50%,但热水本身可以利用。此外,转移式直流炬管可用于双炬管设置,其中一个炬管是阴极,另一个是阳极,这具有常规转移单炬系统的早期优势,但允许它们与非导电系统一起使用材料,因为不需要它来形成另一个电极。然而,这些类型的设置很少见,因为大多数常见的非导电材料不需要等离子割炬的精确切割能力。此外,这种特定等离子体源配置产生的放电具有复杂的形状和流体动力学特征,需要3D描述才能进行预测,从而导致性能不稳定。非转移焊炬的电极较大,因为它们受到等离子弧的更多磨损。
产生的等离子体的质量是密度(压力)、温度和炬管功率(越大越好)的函数。关于割炬本身的效率——这可能因制造商和割炬技术而异;不过,例如,Leal-Quirós报告说,对于WestinghousePlasmaCorp.的焊炬来说,“90%的热效率是很容易实现的;效率代表离开割炬并进入过程的电弧功率的百分比”。
内容由匿名用户提供,本内容不代表vibaike.com立场,内容投诉举报请联系vibaike.com客服。如若转载,请注明出处:https://vibaike.com/127186/