
滚压成型
编辑滚压成型是一种类型的滚涉及连续弯曲的长条形的金属板(典型地盘绕钢)成所需的横截面。带钢通过安装在连续机架上的多组轧辊,每组轧辊仅执行弯曲的增量部分,直到获得所需的横截面(轮廓)。滚压成型是生产长长度和大批量等截面零件的理想选择。
概述
编辑可以生产各种横截面型材,但每种型材都需要精心制作的一套轧辊工具。轧辊的设计从花朵图案开始,它是型材横截面的顺序,每个轧辊机架一个型材。然后从花卉图案轮廓导出辊轮廓。由于轧辊组的成本很高,因此通常使用计算机模拟来开发或验证轧辊设计并优化成型工艺,以最大限度地减少最终产品中的机架数量和材料应力。
滚压成型的部分可能比类似形状的挤压件具有优势。滚压成型部件可能更轻,壁厚可能比挤压工艺更薄,并且在冷态加工硬化后更坚固。零件可以制成有饰面或已经涂漆。此外,辊压成型工艺比挤出成型更快速且耗能更少。
滚压成型机可使用相同的滚轮生产不同尺寸和材料厚度的形状。通过手动调整或计算机控制使辊之间的距离可变,从而实现尺寸的变化,从而实现快速转换。这些专业轧机在轻型框架行业中很普遍,在该行业中使用金属螺柱和具有标准化轮廓和厚度的轨道。例如,单个轧机可能能够生产不同腹板(例如3-5/8″至14英寸)、法兰(例如1-3/8″至2-1/2″)和唇缘(例如3/8″至5/8″)尺寸,来自不同规格(例如20至12GA)的镀锌钢板。
滚压成型生产线可以设置多种配置,以连续操作冲压和切断零件。为了将零件切割成一定长度,可以将生产线设置为使用预切割模具,其中单个坯料穿过轧机,或使用后切割模具,在辊轧成型过程后切割轮廓。可以通过在滚轧成型线中冲压,在孔、凹口、压花或剪切形式中添加特征。这些零件特征可以在预冲压应用(辊成型开始之前)、中线冲压应用(辊成型线/工艺中间)或冲压后应用(辊成型完成后)中完成.一些辊轧成型线仅包含上述冲压或切割应用中的一种,而另一些则将部分或全部应用整合到一条线上。
滚压成型制造工艺
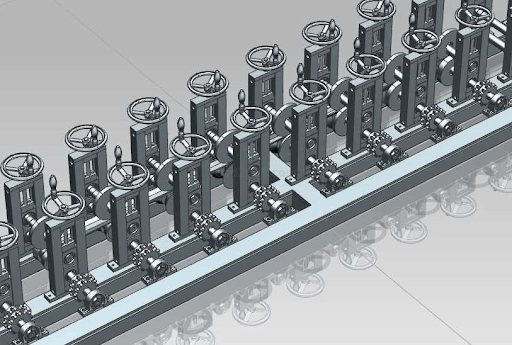
编辑在制造工艺中,滚压成型是最简单的工艺之一。它通常从一卷宽1英寸(2.5厘米)至20英寸(51厘米)、厚0.004英寸(0.10毫米)和0.125英寸(3.2毫米)的金属板开始,由开卷机支撑。带材通过入口导轨进给,以便在材料通过轧机辊时正确对齐材料,每组辊形成一个弯曲,直到材料达到其所需形状。辊组通常安装在一对由支架支撑的水平平行轴上。侧辊和集束辊也可用于提供更高的精度和灵活性,并限制材料上的应力。成型带材可以在辊轧成型机之前、轧机之间或在辊轧成型线的末端切割成一定长度。
内容由匿名用户提供,本内容不代表vibaike.com立场,内容投诉举报请联系vibaike.com客服。如若转载,请注明出处:https://vibaike.com/125735/