
水刀
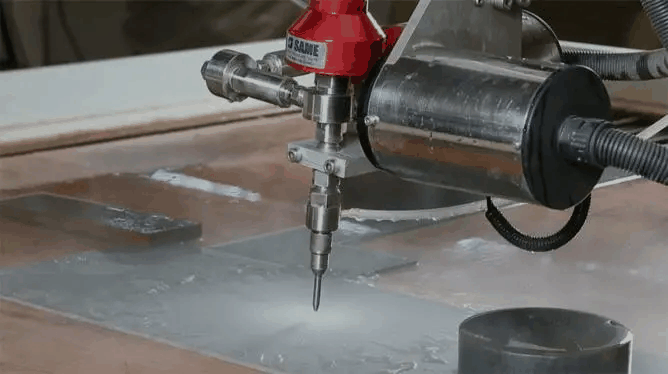
编辑水刀切割机,也称为水射流或水刀,是一种工业工具,能够使用超高压水射流或水与磨料的混合物来切割各种材料。 术语磨料射流特指使用水和磨料的混合物来切割硬质材料,例如金属、石材或玻璃,而术语纯水刀和纯水切割指的是不使用添加磨料的水刀切割,通常 用于较软的材料,例如木材或橡胶。
在机器零件的制造过程中经常使用水射流切割。 当被切割的材料对其他方法产生的高温敏感时,这是首选方法; 此类材料的示例包括塑料和铝。 水刀切割用于各种行业,包括采矿和航空航天,用于切割、整形和铰孔。
历史
编辑水刀
编辑虽然使用高压水进行侵蚀的历史可以追溯到 1800 年代中期的水力采矿,但直到 1930 年代,狭窄的水流才开始作为工业切割设备出现。 1933 年,威斯康星州的 Paper Patents Company 开发了一种纸张计量、切割和卷纸机,它使用对角移动的水刀喷嘴来切割水平移动的连续纸张。 这些早期应用处于低压状态并且仅限于纸张等软材料。
随着世界各地的研究人员寻找高效切割系统的新方法,水刀技术在战后时代得到了发展。 1956 年,卢森堡 Durox International 的 Carl Johnson 开发了一种使用细流高压水刀切割塑料形状的方法,但这些材料(如纸张)是软材料。 1958 年,北美航空的 Billie Schwacha 开发了一种使用超高压液体切割硬质材料的系统。 该系统使用 100,000 psi (690 MPa) 泵来提供高超音速液体射流,可以切割高强度合金,例如 PH15-7-MO 不锈钢。 用于切割 Mach 3 North American XB-70 Valkyrie 的蜂窝层压板,这种切割方法导致高速分层,需要改变制造工艺。
虽然对 XB-70 项目无效,但该概念是有效的,并且进一步的研究继续发展水刀切割。 1962 年,联合碳化物公司的 Philip Rice 探索使用脉冲水刀在高达 50,000 psi (340 MPa) 下切割金属、石材和其他材料。 S.J. 的研究 Leach 和 G.L. Walker 在 1960 年代中期扩展了传统的煤水刀切割以确定高压水刀切割石材的理想喷嘴形状,而 Norman Franz 在 1960 年代后期专注于通过溶解长链聚合物来对软材料进行水刀切割 水以提高射流的凝聚力。 在 70 年代初期,提高水刀喷嘴耐用性的愿望促使 Bendix Corporation 的 Ray Chadwick、Michael Kurko 和 Joseph Corriveau 提出了使用刚玉晶体来形成水刀喷嘴的想法,而 Norman Franz 则扩展了 这并创造了一个水刀喷嘴,其孔径小至 0.002 英寸(0.051 毫米),可在高达 70,000 psi(480 MPa)的压力下运行。 John Olsen 与 Flow Research(后来的 Flow Industries)的 George Hurlburt 和 Louis Kapcsandy 一起,通过证明预先处理水可以延长喷嘴的使用寿命,进一步提高了水刀的商业潜力。
高压
编辑随着蒸汽动力的出现,高压容器和泵变得价格合理且可靠。 到 1800 年代中期,蒸汽机车很普遍,第一台高效的蒸汽驱动消防车投入使用。 到世纪之交,高压可靠性得到提高,机车研究导致锅炉压力增加了六倍,有些达到 1,600 psi(11 MPa)。 不过,此时大多数高压泵的运行压力都在 500–800 psi(3.4–5.5 MPa)左右。
波音等飞机制造商在 1940 年代开发了用于液压增压控制系统的密封件,而汽车设计师则对液压悬架系统进行了类似的研究。 石油工业液压系统的更高压力也导致了先进的密封件和填料的发展,以防止泄漏。
密封技术的这些进步,加上战后塑料的兴起,促成了第一台可靠的高压泵的开发。 菲利普斯石油公司的罗伯特班克斯和约翰保罗霍根发明的 Marlex 需要将催化剂注入聚乙烯中。 位于堪萨斯州巴克斯特斯普林斯的 McCartney Manufacturing Company 于 1960 年开始为聚乙烯行业制造这些高压泵。
内容由匿名用户提供,本内容不代表vibaike.com立场,内容投诉举报请联系vibaike.com客服。如若转载,请注明出处:https://vibaike.com/217107/