
电阻焊
编辑电阻焊 (ERW) 是一种焊接工艺,其中接触的金属部件通过用电流加热它们并在接头处熔化金属来永久连接。 电阻焊广泛用于钢管制造、汽车车身组装等。 电流可以提供给也施加夹紧压力的电极,或者可以由外部磁场感应。 电阻焊工艺可以根据焊缝的几何形状和对接头施加压力的方法进一步分类:例如点焊、缝焊、闪光焊、凸焊。 影响热量或焊接温度的一些因素是工件的比例、金属涂层或缺乏涂层、电极材料、电极几何形状、电极压力、电流和焊接时间长短。 当电流 (100–100,000 A) 通过金属时,在电阻最大的点(连接或接合面)形成小的熔融金属池。 一般来说,电阻焊方法效率高,污染小,但其应用仅限于相对较薄的材料。
点焊
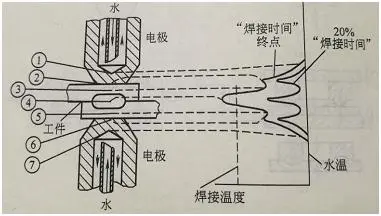
编辑点焊是一种电阻焊接方法,用于连接两个或多个重叠的金属板、螺柱、突出物、电线吊架、一些热交换器翅片和一些管道。 通常电源和焊接设备的尺寸是根据焊接在一起的特定厚度和材料来确定的。 由于每种应用所需的电流,厚度受焊接电源的输出和设备范围的限制。 注意消除接合面之间的污染物。 通常,同时使用两个铜电极将金属片夹在一起并使电流通过金属片。 当电流通过电极传递到薄片时,由于表面相互接触处的电阻较高,因此会产生热量。 由于材料的电阻会导致铜电极之间的工件热量积聚,温度升高会导致电阻升高,并导致电极之间大部分时间包含熔池。 由于热量在不到一秒的时间内消散到整个工件(电阻焊接时间通常被编程为一定数量的 AC 周期或毫秒),熔化或塑性状态会增长以达到焊接尖端。 当电流停止时,铜尖端会冷却焊点,导致金属在压力下凝固。 水冷铜电极快速带走表面热量,加速金属凝固,因为铜是一种优良的导体。 电阻点焊通常采用直流电、交流电、中频半波直流电或高频半波直流电形式的电能。
如果加热过多或加热过快,或者基材之间的力太小,或者涂层太厚或导电性太强,则熔化区域可能会延伸到工件外部,从而逃脱遏制力 电极(通常高达 30,000 psi)。 这种熔融金属的爆裂称为喷出,发生这种情况时,金属会比没有喷出的焊缝更薄且强度更低。 检查焊缝质量的常用方法是剥离试验。 另一种测试是约束拉伸测试,它执行起来要困难得多,并且需要经过校准的设备。 由于这两种测试本质上都是破坏性的(导致可销售材料的损失),因此许多 OEM 早期采用的非破坏性方法(如超声波评估)处于各种状态。
该方法的优点包括高效的能源利用、有限的工件变形、高生产率、易于自动化以及不需要填充材料。 当需要高强度剪切时,点焊优先于成本更高的机械紧固,例如铆接。
虽然每个焊缝的剪切强度都很高,但焊点不形成连续接缝这一事实意味着整体强度通常明显低于其他焊接方法,从而限制了该工艺的实用性。 它广泛用于汽车行业——汽车可能有数千个焊点。 一种称为喷丸焊的特殊工艺可用于点焊不锈钢。
存在三种基本的电阻焊结合类型:固态、熔化和回流钎焊。 在固态键合中,也称为热压键合,具有不同晶粒结构的不同材料,例如 钼与钨的连接使用非常短的加热时间、高焊接能量和高强度。 几乎没有熔化和最小的晶粒生长,但有明确的结合和晶粒界面。
内容由匿名用户提供,本内容不代表vibaike.com立场,内容投诉举报请联系vibaike.com客服。如若转载,请注明出处:https://vibaike.com/217321/