
扩散接合
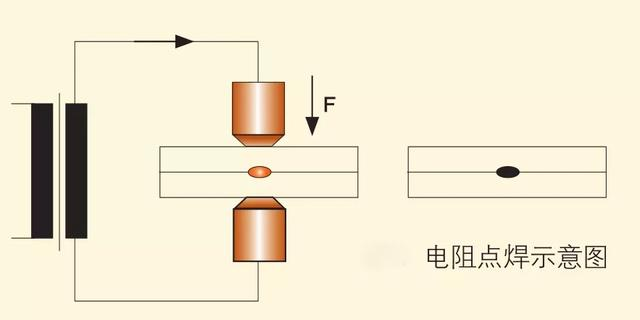
编辑散焊或扩散焊是一种用于金属加工的固态焊接技术,能够连接相似和不同的金属。 它的工作原理是固态扩散,其中两个固态金属表面的原子随时间散布。 这通常在升高的温度下完成,大约是材料绝对熔化温度的 50-75%。 散焊通常通过对要焊接的材料施加高压并结合必要的高温来实现; 该技术最常用于焊接薄金属箔和金属线或细丝交替层的夹层结构。 目前,扩散连接法广泛应用于航空航天和核工业中高强度和难熔金属的连接。
历史
编辑扩散焊工艺已有数百年历史。 这可以以填充金的形式找到,这是一种用于将金和铜结合以用于珠宝和其他应用的技术。 为了制造填充金,铁匠首先将一定量的纯金锤打成薄薄的金箔。 然后将该薄膜放在铜基板的顶部并压低。 最后,使用称为热压焊接或 HPW 的工艺,将重物/铜/金膜组件放置在烤箱内并加热,直到金膜充分结合到铜基板上。
苏联科学家 N.F. 描述了现代方法。 1953 年的卡扎科夫。
特点
编辑散焊不涉及液体熔合,通常也不涉及填充金属。 没有重量添加到总数中,连接往往表现出基底金属的强度和耐温性。 这些材料不会或很少会发生塑性变形。 引入的残余应力非常小,并且没有来自键合过程的污染。 理论上它可以在任何尺寸的连接表面上进行,而不会增加处理时间,但实际上,表面往往受到所需压力和物理限制的限制。 可以使用相似和不同的金属、活性和难熔金属或不同厚度的零件进行散装接合。
由于成本相对较高,最常用于难以或无法通过其他方式焊接的作业。 例子包括通常不可能通过液态熔合连接的焊接材料,例如锆和铍; 具有极高熔点的材料,例如钨; 必须在高温下保持强度的不同金属的交替层; 和非常薄的蜂窝状金属箔结构。 尽管在 850 °C 以上的温度下薄氧化物层会溶解并从接合表面扩散开,但钛合金通常会采用扩散接合。
温度依赖性
编辑稳态扩散由通过配合表面横截面积的扩散流量决定。 菲克第一扩散定律指出:
J = − D ( d C / d x ) , {dISPlaystyle J=-D(dC/dx),}
其中 J 是扩散通量,D 是扩散系数,dC/dx 是通过相关材料的浓度梯度。 负号是梯度的产物。 另一种形式的菲克定律指出:
J = M / ( A t ) , {diSPlaystyle J=M/(At),}
其中 M 定义为扩散原子的质量或数量,A 是横截面积,t 是所需时间。 使两个方程相等并重新排列,我们得到以下结果:
t = − ( 1 / D ) ( M / A ) ( d C / d x ) − 1 。 {displaystyle t=-(1/D)(M/A)(dC/dx){-1}。}
由于给定接头的质量和面积是恒定的,因此所需时间在很大程度上取决于浓度梯度,浓度梯度仅通过接头的增量变化,以及扩散系数。 扩散系数由下式确定:
D = D 0 e − Q d / R T , {displaystyle D=D_{0}e{-Q_{TeXt{d}}/RT},}
其中 Qd 是扩散的活化能,R 是通用气体常数,T 是过程中经历的热力学温度,D0 是一个与温度无关的指数前因子,它取决于所连接的材料。 对于给定的接头,此方程式中唯一受控制的项是温度。
进程
编辑当连接两种具有相似晶体结构的材料时,扩散接合是通过夹持两个待焊件并使它们的表面彼此邻接来进行的。 在焊接之前,必须将这些表面加工成经济可行的尽可能光滑的表面,并尽可能保持无化学污染物或其他碎屑。 两个金属表面之间的任何中间材料可能会阻止材料的充分扩散。 为每个焊接应用制作特定的工具,以使焊机与工件相匹配。 夹紧后,对组件施加压力和热量,通常持续数小时。
内容由匿名用户提供,本内容不代表vibaike.com立场,内容投诉举报请联系vibaike.com客服。如若转载,请注明出处:https://vibaike.com/223059/