吹气成型
编辑吹气成型(或成型)是成型中空塑料零件的制造工艺。 也用于成型玻璃瓶或其他中空形状。
一般来说,吹塑成型主要有挤出吹塑、注射吹塑和注射拉伸吹塑三种。
吹塑工艺首先通过加热预制件或型坯来软化塑料。 型坯是一种管状塑料件,一端有一个孔,压缩空气可以通过该孔进入。
然后将塑料工件夹入模具中,并向其中吹入空气。 气压使符合模具的塑料膨胀。 一旦塑料冷却并硬化,模具就会打开,零件就会被顶出。 模具内的水道有助于冷却。
历史
编辑工艺原理来自玻璃吹制的理念。 Enoch Ferngren 和 William Kopitke 制造了一台吹塑机,并于 1938 年将其卖给了 Hartford Empire 公司。这是商业吹塑工艺的开端。 在 1940 年代,产品的种类和数量仍然非常有限,因此吹塑直到后来才开始流行。 一旦品种和生产率上升,很快创造的产品数量就会随之增加。
使用吹制技术生产空心工件所需的技术机制很早就建立了。 由于玻璃非常易碎,在引入塑料后,塑料在某些情况下被用来代替玻璃。 塑料瓶的xxx次大规模生产于 1939 年在美国完成。德国开始使用这项技术稍晚,但目前是吹塑机的xxx制造商之一。
在美国软饮料行业,塑料容器的数量从 1977 年的零个增加到 1999 年的百亿个。今天,吹制的产品数量更多,而且预计还会继续增加。
对于非晶态金属,也称为大块金属玻璃,最近已证明在与塑料吹塑成型相当的压力和温度下进行吹塑成型。
类型学
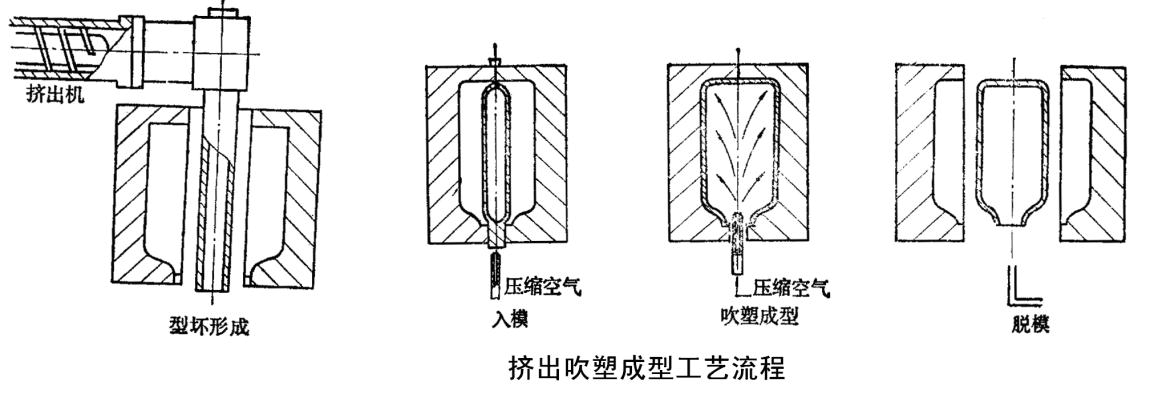
编辑挤出吹塑成型
在挤出吹塑成型中,塑料被熔化并挤出成空心管(型坯)。 然后通过将型坯封闭到冷却的金属模具中来捕获该型坯。 然后将空气吹入型坯,使其膨胀成空心瓶、容器或零件的形状。 塑料充分冷却后,打开模具并顶出零件。
直挤吹塑是一种类似于注塑成型的向前推进材料的方法,阿基米德螺杆转动,然后停止并将熔体推出。 使用蓄能器方法,蓄能器收集熔化的塑料,当先前的模具冷却并积累足够的塑料时,一根杆推动熔化的塑料并形成型坯。 在这种情况下,螺杆可能会连续或间歇地转动。 在连续挤压的情况下,型坯的重量会拖曳型坯并使校准壁厚变得困难。 蓄能器头或往复式螺杆方法使用液压系统快速推出型坯,从而减少重量的影响,并通过使用型坯编程设备调整模具间隙来精确控制壁厚。
连续式挤出设备包括转轮式吹塑系统和穿梭式机械,而间歇式挤出设备包括往复螺杆式机械和蓄能式机头机械。
自旋修剪
由于模制过程,诸如罐子之类的容器通常会有多余的材料。 这是通过在容器周围旋转一把刀来切掉材料来修剪掉的。 然后回收这些多余的塑料以制造新的模具。 Spin Trimmers 可用于多种材料,例如 PVC、HDPE 和 PE+LDPE。 不同类型的材料有其影响修整的物理特性。 例如,由无定形材料制成的模制品比结晶材料更难修整。 通常使用钛涂层刀片而不是标准钢,以将寿命延长 30 倍。

注吹成型
注射吹塑成型 (IBM) 工艺用于大量生产中空玻璃和塑料制品。 在 IBM 工艺中,聚合物被注塑成型到芯销上; 然后将芯销旋转到吹塑站进行充气和冷却。 这是三种吹塑工艺中使用最少的一种,通常用于制造小型医用瓶和一次性瓶。 该工艺分为注射、吹气和顶出三个步骤。
注射吹塑机基于挤出机机筒和熔化聚合物的螺杆组件。 熔融聚合物被送入热流道歧管,在那里它通过喷嘴注入加热的腔体和芯针。
内容由匿名用户提供,本内容不代表vibaike.com立场,内容投诉举报请联系vibaike.com客服。如若转载,请注明出处:https://vibaike.com/204010/