
车刀
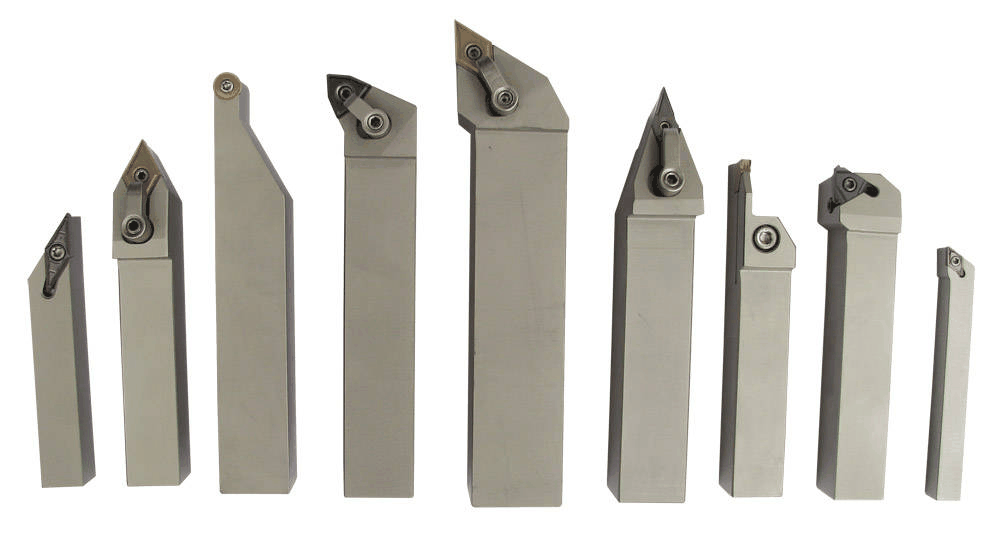
编辑刀头是用于金属车床、成型机和刨床的非旋转切削工具。 此类刀具通常也称为单点切割工具的组词名称,以区别于其他切割工具,例如锯或水刀切割机。 切削刃经过研磨以适应特定的机加工操作,并且可以根据需要重新磨锐或整形。 切削时,磨削的刀头由刀架牢牢固定。
几何
编辑后倾角有助于控制切屑的方向,由于切削的外部和内部部分的长度不同,切屑自然会弯曲到工件中。 它还有助于通过将工具拉入工件来抵消工件对工具的压力。
侧前角和后前角控制切屑流并部分抵消工件对刀具运动的阻力,并且可以优化以适应被切割的特定材料。 例如,黄铜需要 0 度的后倾角和侧倾角,而铝材使用 35 度的背倾角和 15 度的侧倾角。
刀尖半径使切割的光洁度更平滑,因为它可以与先前的切割重叠并消除尖头工具产生的峰谷。 具有半径也会加强尖端,尖锐的尖端非常脆弱。 刀尖半径因粗加工、半精加工或精加工等加工操作以及被切削的部件材料而异:钢、铸铁、铝等。
所有其他角度都是为了间隙,以便除了实际切削刃之外,工具的任何部分都不能接触工件。 前间隙角通常为 8 度,而侧间隙角为 10-15 度,部分取决于预期的进给率。
完成所需工作的最小角度是可取的,因为由于边缘后面的支撑减少以及吸收切割产生的热量的能力降低,随着边缘变得更锋利,工具变得更弱。
工具顶部的前角不需要精确才能进行切割,但要有效切割,后倾角和侧倾角将有一个最佳角度。
材料
编辑钢材
编辑最初,所有工具刀头均由经过适当硬化和回火处理的高碳工具钢制成。 自从高速钢 (HSS)(20 世纪初)、硬质合金(1930 年代)、陶瓷和金刚石刀具问世以来,这些材料在几乎所有切削应用中逐渐取代了早期的工具钢。 今天的大多数工具钻头都是由高速钢、钴钢或硬质合金制成的。
碳化物和陶瓷
编辑硬度高于高速钢的硬质合金、陶瓷(如立方氮化硼)和金刚石在大多数情况下都比高速钢具有更快的材料去除速度。 由于这些材料比钢更贵、更脆,因此切削工具的主体通常由钢制成,并附有由较硬材料制成的小切削刃。 切削刃通常用螺钉固定或夹紧(在这种情况下称为刀片),或钎焊到钢柄上(这通常仅适用于硬质合金)。
插入
编辑几乎所有高性能切削刀具都使用可转位刀片。 有几个原因。 首先,在这些材料支持的非常高的切削速度和进给下,切削尖端可以达到足够高的温度以熔化将其固定在柄上的钎焊材料。 经济学也很重要; 刀片是对称制造的,因此当第一个切削刃变钝时,它们可以旋转,呈现出新的切削刃。 有些刀片甚至可以翻转,每个刀片有多达 16 个切削刃。 刀片有多种类型:一些用于粗加工,一些用于精加工。 其他的则用于特殊工作,例如切割螺纹或凹槽。 该行业采用标准化术语来描述刀片的形状、材料、涂层材料和尺寸。
表单工具
编辑成型工具被精密研磨成类似于待成型零件的图案。 成型工具可作为单一操作使用,因此消除了滑块(前、后和/或垂直)和转塔的许多其他操作,例如盒式工具。 成形工具在进给工件时转动一个或多个直径。 在使用成型工具之前,通过多个滑块和转塔操作来车削直径,因此需要更多的工作来制造零件。 例如,成型刀具可以车削多种直径,此外还可以在一次操作中切断零件,无需对转塔进行分度。 对于单轴机器,绕过对转塔进行分度的需要可以显着提高每小时的零件生产率。
在长时间运行的作业中,通常在不同的滑块或转塔工位上使用粗加工工具来去除大部分材料,以减少成型工具的磨损。
有不同类型的表单工具。
内容由匿名用户提供,本内容不代表vibaike.com立场,内容投诉举报请联系vibaike.com客服。如若转载,请注明出处:https://vibaike.com/241081/