
电化学加工
编辑电化学加工(ECM)是一种通过电化学过程去除金属的方法。 它通常用于批量生产,用于加工极硬的材料或难以使用常规方法加工的材料。 它的使用仅限于导电材料。 ECM 可以在硬金属和稀有金属(例如铝化钛、铬镍铁合金、WaSPaloy 以及高镍、钴和铼合金)中切割小角或异形角、复杂轮廓或空腔。 可以加工外部和内部几何形状。
ECM 通常被称为反向电镀,因为它去除材料而不是添加材料。 它在概念上类似于放电加工 (EDM),因为高电流通过具有带负电荷的电极(阴极)、导电流体(电解质)和 导电工件(阳极); 然而,在 ECM 中没有工具磨损。 ECM 切削工具沿着所需路径靠近工件但不接触工件。 然而,与 EDM 不同的是,不会产生火花。 ECM 可以实现高金属去除率,不会将热应力或机械应力传递到零件,并且可以实现镜面抛光。
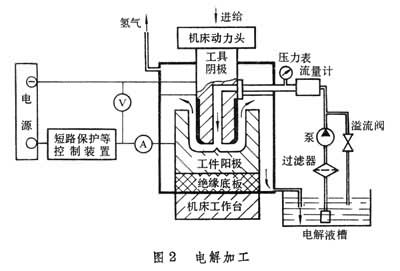
在 ECM 工艺中,阴极(工具)被推进到阳极(工件)中。 加压电解液在设定温度下注入被切割区域。 进料速率与材料的液化速率相同。 工具和工件之间的间隙在 80-800 微米(0.003-0.030 英寸)范围内变化。当电子穿过间隙时,工件材料被溶解,因为工具在工件中形成所需的形状。 电解液带走过程中形成的金属氢氧化物。
电化学加工作为一种工艺方法,起源于1911年俄国化学家E.SHPitalsky提出的电解抛光工艺。
早在 1929 年,W.Gussef 就开发了一种实验性 ECM 工艺,尽管在 Anocut Engineering Company 建立商业工艺之前是 1959 年。 B.R. 和 J.I. Lazarenko 还因提出使用电解去除金属而受到赞誉。
1960 年代和 70 年代进行了大量研究,尤其是在燃气轮机行业。 同一时期 EDM 的兴起减缓了西方的 ECM 研究,尽管铁幕背后的工作仍在继续。 尽管该工艺仍然是一种小众技术,但最初尺寸精度差和环境污染废物的问题已在很大程度上得到克服。
ECM 工艺最广泛地用于生产复杂形状,例如在难加工材料中具有良好表面光洁度的涡轮叶片。 它还被广泛有效地用作去毛刺工艺。
在去毛刺中,ECM 去除加工过程中留下的金属突起,从而使锋利的边缘变钝。 这个过程比传统的手工去毛刺方法或非传统机加工过程更快,而且通常更方便。
优势
编辑- 复杂的凹曲率部件可以通过使用凹形工具轻松生产。
- 工具磨损为零,同一工具可用于生产无限数量的组件。
- 可以实现高表面质量。
- 工具和工作材料之间没有直接接触,因此没有力和残余应力。
- 产生的表面光洁度非常好。
- 产生的热量更少。
缺点
编辑- 含盐(或酸性)电解质会对工具、工件和设备造成腐蚀风险。
- 只能加工导电材料。 高单位能耗。
- 它不能用于软材料。
涉及电流
编辑所需的电流与所需的材料去除率成正比,以毫米/分钟为单位的去除率与每平方毫米的安培数成正比。
典型电流范围为每平方毫米 0.1 安培到每平方毫米 5 安培。 因此,对于 1 x 1 毫米工具的小切入式切割,慢速切割,仅需要 0.1 安培。
然而,对于更大面积的更高进给率,将使用更多电流,就像任何机加工过程一样——更快地去除更多材料需要更多功率。
因此,如果在 100×100 毫米面积上需要每平方毫米 4 安培的电流密度,则需要 40,000 安培(以及大量冷却剂/电解液)。
设置和设备
编辑ECM 机器有立式和卧式两种类型。 根据工作要求,这些机器也有许多不同的尺寸。 立式机床由底座、立柱、工作台和主轴头组成。 主轴头有一个伺服机构,可以自动推进刀具并控制阴极(刀具)和工件之间的间隙。
最多可提供六轴数控机床。
内容由匿名用户提供,本内容不代表vibaike.com立场,内容投诉举报请联系vibaike.com客服。如若转载,请注明出处:https://vibaike.com/242668/