
简介
编辑热喷涂技术是将熔化(或加热)的材料喷涂到表面上的涂层工艺。 原料(涂层前体)通过电(等离子或电弧)或化学方式(燃烧火焰)加热。
与电镀、物理和化学气相沉积等其他涂层工艺相比,热喷涂可以在大面积上以高沉积速率提供厚涂层(厚度范围约为 20 微米至几毫米,具体取决于工艺和原料)。 可用于热喷涂的涂层材料包括金属、合金、陶瓷、塑料和复合材料。 它们以粉末或线材的形式送入,加热至熔融或半熔融状态,并以微米级颗粒的形式向基材加速。 燃烧或电弧放电通常用作热喷涂的能源。 最终的涂层是由大量喷涂颗粒的积累制成的。 表面可能不会显着升温,从而允许涂上易燃物质。
涂层质量通常通过测量其孔隙率、氧化物含量、宏观和微观硬度、结合强度和表面粗糙度来评估。 通常,涂层质量随着粒子速度的增加而增加。
变化
编辑热喷涂的几种变体是有区别的:
在经典(1910 年至 1920 年间开发)但仍广泛使用的工艺中,例如火焰喷涂和电弧喷涂,粒子速度通常较低(<150 m/s),原材料必须熔化才能沉积。 等离子喷涂发展于 20 世纪 70 年代,使用电弧放电产生的高温等离子射流,典型温度 >15,000 K,这使得喷涂难熔材料如氧化物、钼等成为可能。
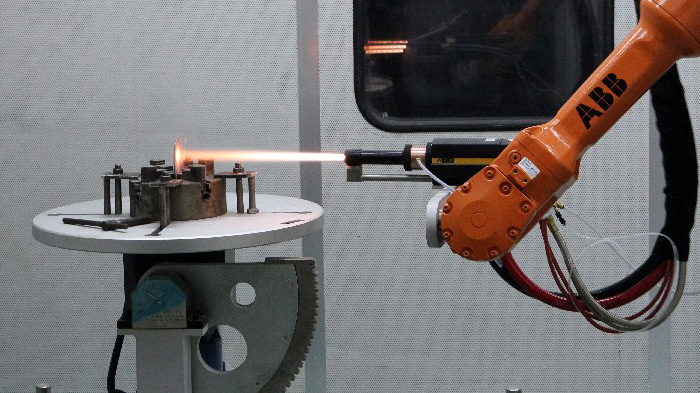
系统概览
编辑典型的热喷涂系统包括以下部分:
- 喷枪(或喷枪)- 对要沉积的颗粒进行熔化和加速的核心设备
- 进料器 – 用于通过管道向火炬供应粉末、金属丝或液体。
- 介质供应 – 用于产生火焰或等离子射流的气体或液体、用于携带粉末的气体等。
- 机器人/人工 – 用于操纵割炬或要涂覆的基材
- 电源——通常是手电筒的独立电源
- 控制台 – 集成或单独用于上述所有内容
爆轰热喷涂工艺
编辑爆轰枪由一个长水冷枪管组成,枪管带有气体和粉末入口阀。 氧气和燃料(最常见的是乙炔)与粉末一起被送入枪管。 火花用于点燃气体混合物,由此产生的爆炸加热并加速粉末通过枪管达到超音速。 每次引爆后,使用氮气脉冲清洗枪管。 这个过程每秒重复多次。 热粉末颗粒撞击基材时的高动能导致形成非常致密和坚固的涂层。 涂层通过机械结合而粘附,这是由于高速冲击后包裹在喷涂颗粒周围的基底变形而产生的。
等离子喷涂
编辑在等离子喷涂工艺中,待沉积材料(原料)——通常为粉末,有时为液体、悬浮液或金属丝——被引入等离子射流,从等离子炬射出。 在温度约为 10,000 K 的射流中,材料被熔化并被推向基板。 在那里,熔化的液滴变平,迅速凝固并形成沉积物。 通常,沉积物会作为涂层附着在基材上; 独立部件也可以通过移除基板来生产。
有大量的技术参数会影响粒子与等离子射流和基板的相互作用,从而影响沉积物的特性。 这些参数包括原料类型、等离子气体成分和流速、能量输入、割炬偏移距离、基板冷却等。
存款属性
编辑沉积物由大量薄饼状“薄片”组成,称为薄片,由液滴压扁形成。 由于原料粉末的尺寸通常从微米到 100 微米以上,薄片的厚度在微米范围内,横向尺寸从几微米到几百微米。 在这些薄片之间,存在小空隙,例如孔隙、裂缝和不完全结合的区域。
内容由匿名用户提供,本内容不代表vibaike.com立场,内容投诉举报请联系vibaike.com客服。如若转载,请注明出处:https://vibaike.com/204815/