
固定循环
编辑固定循环是一种方便地执行重复CNC机床操作的方法。固定循环可自动执行某些加工功能,例如钻孔、镗孔、螺纹加工、型腔加工等。固定循环之所以被称为是因为它们允许以简洁的方式对机器进行编程以产生零件的特征。固定循环也称为固定循环。固定循环通常作为预程序永久存储在机器的控制器中,用户不能更改。
编程格式
编辑CNC机床的操作通常由零件程序控制,该程序编写的语言称为G代码。固定循环在概念上类似于传统计算机语言中的函数,也可以与G代码宏进行比较。固定循环的格式由一系列用字母和数值指定的参数组成。这封信被称为地址。(传统计算机的程序员可能不熟悉这种术语地址的使用。它的出现是因为在早期和原始的机器控制器中,字母的二进制表示形成了一个物理地址,控制器将在该物理地址上存储后面的值。)N..G..G..X..Y..R..P..Q..I..J..Z..F..H..S..L..A..B..C..D..这些地址和值告诉机器移动到哪里以及如何移动。固定循环的语法可能因控件的品牌而异。一般情况下,以下单词会出现在固定循环块中。
- N=块号
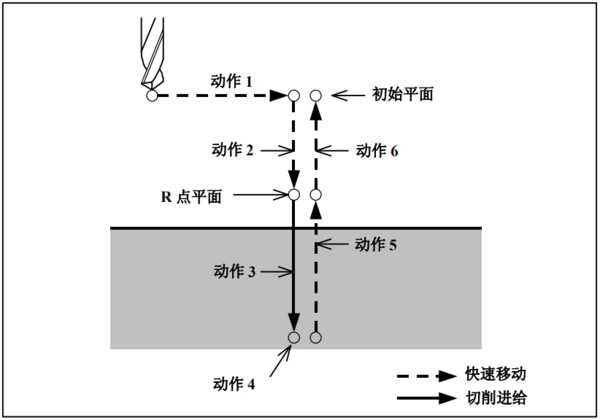
- G98或G99=刀具退回到R平面或先前位置
- G73,G74,G76,G81-89=要执行的功能,例如,G84指定右手攻丝循环。
- X=孔或型腔在X轴上的位置
- Y=孔或型腔在Y轴上的位置
- R=Z轴起始位置,也称为退刀平面或R平面。
- P=停留时间(以毫秒为单位,如果适用)
- Q=每啄深度(G73,G83)或镗孔位移量(G76,G87)
- I=X方向位移量
- J=Y方向位移量
- Z=Z方向的偏移量(负值,因为切削是在负Z方向进行)
- F=进给速度
- H=精切削进给率
- S=主轴转速
- L=循环重复次数
- M=杂项功能
A、B、C和D用于矩形型腔加工。
- A=加工余量
- B=跨过
- C=步深
- D=第一次走刀的附加切削深度
G80用于取消当前选择的固定循环,因为固定循环的G代码是模态的。如果机器控制支持,用户可以创建自己的自定义固定循环。由于存在尚未用于G代码的编号,因此可以将新的固定循环程序存储在这些空闲位置。这可以在流行的Fanuc控件上使用称为宏编程的技术在FanucMacro-B语言之后完成。(在这个意义上,宏编程这个术语与它更常见的用法明显不同,它指的是在G代码中编程宏的动作。)Fanuc控制器(以及大多数其他控制器,因为Fanuc兼容性是事实上的标准)支持以下固定周期:资料来源:Smid2008这些是在磨机上使用的示例。其中一些在车床上具有不同的功能。
固定循环优点
编辑固定循环的简洁性允许在机器上更快、更轻松地开发程序。由于固定循环减少了程序中的块数,因此程序占用的存储空间更少,程序员可以摆脱一遍又一遍地编写相同指令的乏味。这减少了出错的可能性,并且在较短的程序中更容易找到确实存在的任何错误。固定循环也有助于作业设置。存在一些固定循环,它们设计用于机床操作员用于简单的作业设置和测量任务……
内容由匿名用户提供,本内容不代表vibaike.com立场,内容投诉举报请联系vibaike.com客服。如若转载,请注明出处:https://vibaike.com/138547/