设备效率评价
编辑设备效率评估,是一个商业指标,可以衡量技术系统或机器的生产力和任何损失。
一般
编辑关键数据在全面生产维护的背景下很重要,由日本工厂维护研究所于 1988 年开发。 工厂实现的设备效率评价越高,生产过程可获得的性能潜力就越大。 设备效率评价的最大化是工厂维护中最重要的正式目标之一。
计算
编辑设备效率评价 G 由可用性、性能率和质量率:
G = V ⋅ L ⋅ Q 。
可用性包括计划的机器停机时间、生产计划调整、故障和过程错误,而报废和返工对质量率有影响。
设备效率评价的取值范围为0~1或0%~xxx。
在任何标准中都找不到关键数字的定义。 它是为使用它的公司量身定制的。 通常,这是一个持续时间更长的过程,因为公司首先必须了解价值创造和浪费类别的思维方式。 此外,根据系统或产品的不同,可能很难收集必要的基础数据来确定关键指标。 因此,许多公司依靠专门的软件来收集、评估和分析数据。 设备效率评估与整体服务效率一起导致公司的整体管理效率(OAE)。
设备效率评价标准
编辑设备效率评估是工厂意外损失的关键数据。 因此,在xxx步中,从日历时间(每天 24 小时,每周 7 天)中扣除计划停机时间。 计划停机时间可以是,例如:
- 没有占用/职业,
- 定期维护,
- 工作休息时间,
- 罢工,
- 因其他原因没有生产。
剩余运行时间(使用时间)是设备效率评估的基础,因此定义为 xxx。 从这个 xxx 中减去性能、可用性和质量损失,得到系统的设备效率评价。
可用性因素
可用性因子是错误发生前的时间与函数失败的时间之比。可用性因子 V {\displaystyle V} 定义如下:
V = d A d A + d W 。
其中 d A {\displaystyle dA} 是故障间隔时间的平均值,d W {\displaystyle dW} 是恢复时间的平均值。 随着标准 DIN EN 13306:2017 的更改,可以清楚地描述可用性。 MOTBF(平均无故障运行时间)指标现已包含在设备运行时间的标准中。 设备效率评估价的计算变得更加清晰。
可用性因子被恢复时间降低,例如以下事件:
- 等待维护,
- 电源故障,
- 系统错误(功能故障)。
公司必须就何时发生计划外停机达成共识。 记录系统故障的每一秒并证明其合理性对大多数公司来说意味着太多的努力。 在操作实践中,1 分钟的系统故障检测限度已证明是一种实用的方法。 所有不到一分钟的停顿都包含在性能因素中。
设置是否降低设备效率评估(GAE)是公司特定定义的问题。 如果设置活动降低了设备效率评价,则有动机通过 SMED(英制芯片单分钟交换)减少设置时间。 另一方面,这也意味着 OEE 的增加可以通过更少的转换来实现,即通过更大的批量。 这有悖于精益生产的原则。 如果设置活动没有降低 OEE,则存在将故障错误地声明为设置过程的风险。
处理设置时间的最佳方法是使用设置时间默认值。 计划的设置时间不会降低 OEE,但设置时间超限会降低 OEE。 但是,如果需要,必须针对不同的设置变体区分设置时间默认值十、到场。 但是,为此付出的努力可能非常大。
在 OEE 的三个因素中,可用性因素通常是最容易捕获的。 这就是为什么公司的 OEE 计划通常从测量可用性因素开始。
功率因数
性能因子 L {\displaystyle L} 是衡量由于偏离计划计件时间、小故障(即不包括在可用性中的停机时间)和空闲时间而造成的损失。
虽然可以测量实际性能,但在操作实践中通常很难将目标性能作为默认值。 如果无法从机器制造商处获得技术数据或者这不现实,那么“最佳展示计件时间”的概念就证明了它的价值。 将过去产品的生产速度相互比较,最高生产速度被定义为 xxx 性能因子意义上的目标性能。 但是,这种方式得到的性能因子不适用于生产计划的制定。 系数 1 表示不经常达到的峰值。
对于只生产一种或几种产品的工厂,计算功率因数很容易。 如果在一个系统(多产品公司)上运行大量不同的产品,则确定目标时间所涉及的工作量可能很大。
质量得分
品质因数 Q {\displaystyle Q} 是衡量有缺陷和再制造零件造成的损失的指标。
在记录质量因素时,务实的方法特别有用:质量差通常不会在导致它的系统中被发现。 在这里它证明了自己使用“发现原则”,即在发现错误的地方加载系统并降低 OEE。 通过这种方式,OEE 正在从纯粹的系统指标转变为过程指标。 当然,一个工厂的OEE也可以通过优化其他工厂来优化。 OEE 也应该是一个尽可能最新的关键指标。 在这方面,最迟应在批次结束时确定 OK 数量,并计算 OEE。
整体设备效率
编辑整体系统效率一词在德语中通常与设备效率评价同义,即使这是不正确的(参见有效性)。 增加产量但导致成本过高的措施可能是有效的,但同时效率低下,因此在经济上不可行。
设备效率评价
编辑OEE被定义为可用性因素、性能因素和质量因素的乘积。 结果是一个百分比值,表示根据质量标准实际生产的计划机器运行时间的比例。
该值通常远低于 xxx,因为流入的因素永远无法完全达到 xxx。 这样,需要解决的限制因素就变得清晰了。
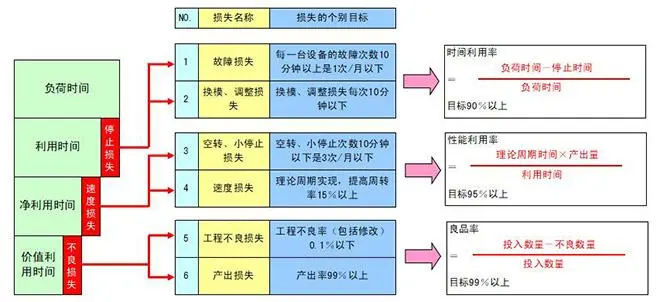

六大损失
编辑OEE 的主要目标之一是影响六个最相关的效率损失(六大损失)的原因。 GAE 分为三个类别:可用性、性能和质量。 每个类别中有两种类型的损失。
六个原因中的大多数并不显眼(尤其是微止损),但它们一起可能会导致巨大的损失。
OEE 的优势
编辑OEE 的好处在于系统增值份额的透明度,并允许管理层从不同的角度看待系统。 关键人物非常适合,例如。 B. 将目标协议流程与 OEE 增加联系起来,因为关键数据可以设计为能够抵抗由于其范围而导致的生产结构变化。
内容由匿名用户提供,本内容不代表vibaike.com立场,内容投诉举报请联系vibaike.com客服。如若转载,请注明出处:https://vibaike.com/333149/