
激光焊
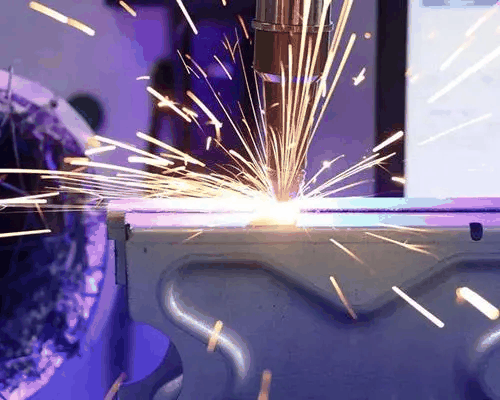
编辑激光焊 (LBW) 是一种焊接技术,用于通过使用激光连接金属或热塑性塑料件。 光束提供集中的热源,可实现窄而深的焊缝和高焊接率。 该过程经常用于需要自动化的大批量和高精度应用,例如汽车和航空工业。 它基于锁孔或穿透模式焊接。
操作
编辑与电子束焊接 (EBW) 一样,具有高功率密度(大约 1 MW/cm2),因此热影响区小,加热和冷却速率高。 激光的光斑尺寸可以在 0.2 毫米和 13 毫米之间变化,但只有较小的尺寸用于焊接。 穿透深度与供电量成正比,但也取决于焦点的位置:当焦点略低于工件表面时,穿透深度最大
根据应用,可以使用连续或脉冲激光束。 毫秒长的脉冲用于焊接刀片等薄材料,而连续激光系统用于深焊缝。
LBW 是一种多功能工艺,能够焊接碳钢、HSLA 钢、不锈钢、铝和钛。 由于高冷却速率,焊接高碳钢时会出现开裂问题。 焊接质量高,类似于电子束焊接。 焊接速度与供电量成正比,但也取决于工件的类型和厚度。 气体激光器的高功率能力使其特别适合大批量应用。 LBW 在汽车行业尤其占主导地位。
与 EBW 相比,LBW 的一些优点是:
LBW 的衍生产品,激光混合焊接,将 LBW 的激光与气体保护金属极电弧焊等电弧焊方法相结合。 这种组合允许更大的定位灵活性,因为 GMAW 供应熔融金属来填充接头,并且由于使用激光,焊接速度比 GMAW 通常可能的焊接速度更快。 焊接质量也往往更高,因为底切的可能性降低了。
设备
编辑自动化和 CAM
编辑虽然激光束焊接可以手工完成,但大多数系统都是自动化的,并使用基于计算机辅助设计的计算机辅助制造系统。 激光焊接也可以与铣削相结合以形成成品零件。
2016 年,历史上致力于熔丝制造的 Reprap 项目扩展到开源激光焊接系统的开发。 此类系统已得到充分表征,可用于广泛的应用,同时降低传统制造成本。
激光
编辑- 常用的两种激光器是固态激光器(尤其是红宝石激光器和 Nd:YAG 激光器)和气体激光器。
- 第一种类型使用几种固体介质中的一种,包括合成红宝石(氧化铝中的铬)、玻璃中的钕(Nd:glass),以及最常见的类型,钇铝石榴石中的钕(Nd:YAG)。< /li>
- 气体激光器使用氦气、氮气和二氧化碳等气体的混合物(CO2 激光器)作为介质。
- 但是,无论何种类型,当介质被激发时,它都会发射光子并形成激光束。
固态
固态激光器的工作波长约为 1 微米,比用于焊接的气体激光器短得多,因此要求操作员佩戴特殊眼镜或使用特殊屏幕以防止视网膜损伤。 Nd:YAG 激光器可以在脉冲和连续模式下工作,但其他类型仅限于脉冲模式。
最初且仍然流行的固态设计是一个单晶,形状像一根直径约 20 毫米、长 200 毫米的棒,两端磨平。 这根棒被装有氙气或氪气的闪光管包围。 闪光时,激光会发出持续约两毫秒的光脉冲。 圆盘形晶体在行业中越来越受欢迎,闪光灯因其高效率而让位给二极管。 红宝石激光器的典型功率输出为 10–20 W,而 Nd:YAG 激光器的输出功率在 0.04–6,000 W 之间。为了将激光束传送到焊接区域,通常使用光纤。
煤气
气体激光器使用高压、低电流电源来提供激发用作激光介质的气体混合物所需的能量。
内容由匿名用户提供,本内容不代表vibaike.com立场,内容投诉举报请联系vibaike.com客服。如若转载,请注明出处:https://vibaike.com/217319/