
密度板也叫纤维板(Density Fiberboard),是以木质纤维或其他植物纤维为原料,施加脉醛树脂或其他适用的胶黏剂制成的人造板材。按其密度可分为高密度纤维板、中密度纤维板和低密度纤维板。(中密度板密度为450kg~600kg/m³,高密度板密度≥600kg/m³以上)。
简史
编辑纤维板是1914年美国发明的。世界纤维板工业投入规模生产是在20世纪20年代,生产工艺以湿法为主,即硬质纤维板。20世纪20~40年代是纤维板工业的鼎盛时期,20世纪50年代刨花板崛起,20世纪60年代又发明了中密度纤维板,硬质纤维板开始受到冲击,发展速度明显减慢,产量缓慢增加。1975~1986年间,世界硬质纤维板产量只增长了10.4%。在这期间,发达国家硬质纤维板工业开始缩减,只有原苏联和发展中国家的硬质纤维板工业在继续增长。发展中国家1986年的硬质纤维板产量比1975年增长了122.7%,其发展速度高于刨花板工业。硬质纤维板工业发展缓慢的原因一是原料不及刨花板广泛,工艺比刨花板复杂;二是纤维板原料转移到造纸业;三是污染严重。1991~1997年世界硬质纤维板的产量呈下降趋势,由1451.6万m³减少到1225.6万m³,下降15.6%,年均递减率达2.9%中国的纤维板制造始于50年代末,1958年在上海生产了26m³的纤维板,这是中国自己第一次生产纤维板。1957年国家批准林业部申请,从瑞典引进年产1.8万m³成套硬质纤维板设备,建在黑龙江省伊春林管局友好木材综合加工厂。1959年国家又从波兰引进年产1.5万m³的中型硬质纤维板设备4套。分别建在黑龙江省新青林业局新青木材综合加工厂、吉林省敦化林业局纤维板厂、松江河林业局纤维板厂和内蒙古自治区甘河林业局木材综合加工厂。这五条硬质纤维板生产线给中国硬质纤维板工业乃至整个人造板工业的发展奠定6了基础,同时也起着巨大的推动作用。之后,又进一步明确提出,发展木材综合利用以人造板为主,发展人造板要以纤维板为主的技术战略。从此,中国开始了大工业性质的纤维板生产。直到1962年末期,林业部贯彻执行中央精神,在上海召开了纤维板生产专业会议,在消化吸收引进的外国先进技术情况下,改造了原有小洋厂的生产工艺和技术设备,采用了热磨机、长网成型机和自动装卸热压机的连续化半自动化的年产2000m³生产流水线获得成功,取得了产量提高数倍的经济效果。中国以此套设备为标准,作为国产的年产2000m³纤维板的第一套定型设计样板厂推广中国。没过两年,又在不增加人力和降低生产成本的条件下,将原产2000m³定型设计中的一台热压机改造成两台,在长网成型机上又增设了真空脱水装置,这成为木材加工行业里有名的“单线双机”年产4000m³的新型工艺硬质纤维板生产线。与此同时,在北京市木材厂也建成一个年产5000m³的硬质纤维板样板车间,效果很好,也推广中国。之后,又相继发展了年产7000m³,1.5万m³,2万m³等的湿法硬质纤维板的定型设计,推广中国进行建设。硬质纤维板设备的消化吸收工作是人造板行业做得最好的,其投资不多,见效较快。这是中国硬质纤维板在这一阶段得以大力发展的基础,尤其是在70年代后,产量节节攀升,1980年达到50.62万立方米,占人造板总量的55.36%。

密度板生产车间
生产工艺
编辑备料工段
为维持稳定生产和降低原料成本,纤维板生产线须配置足够的原料,按纤维板设计规范要求不宜小于15天的生产用量,但实际设计一般会达到1~2个月的木材储量。
热磨及调施胶工段
木片经预热料仓预热后,由木塞螺旋挤压送入蒸煮缸进行带压蒸煮,预热和蒸煮时间由原料树种决定,杨木、桉木等速生材预热蒸煮时间短,1~2min,硬杂木时间较长,3~4min;蒸煮温度160~180℃,在此温度下木片中木质素进一步软化,从而会减少电耗和提高纤维质量。蒸煮缸中木片由底部卸料螺旋送入热磨机进行热磨,热磨好的纤维则由喷浆管送至干燥系统。此外,在喷浆管上设有转换阀,可将热磨初始的废纤维送入起始旋风分离器。
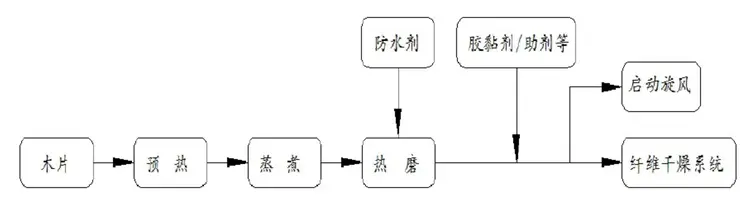
热磨及调施胶工段流程图
干燥和风选工段
来自热能中心的约350℃高温烟气与新鲜空气混合形成150~180℃干空气后,由干燥风机将干空气和湿纤维一并送至干燥系统尾部的旋风分离器,由旋风分离器将干纤维和湿空气分离。干燥好的干纤维被送入纤维分选机,分选后合格的纤维经二次风送系统进入铺装机上部的纤维仓,不合格的纤维团则通过重力作用剔除出来。
铺装热压成型工段
本项目采用机械式铺装机,合格的干纤维经铺装料仓暂存后,由料仓底部输送带向出料口抛料辊[gǔn]均匀送料,由抛料辊强制抛料形成的均匀横向料流,在铺装头中斜抛料辊的作用下,均匀地落至铺装皮带上,形成一定厚度的板坯。板坯经定厚后由铺装皮带送往预压机进行预压,经金属探测仪检测后,合格板坯送入连续热压机进行热压。毛板从连续热压机出来后,被横截裁成一定规格的板材,经测厚、称量和鼓泡检测后,不合格的毛板剔出生产线,合格的毛板进入翻板冷却机冷却,冷却出板经堆垛后,由自动堆垛系统送入中间仓库贮存。为使脲[niào]醛树脂胶黏剂得到充分固化,毛板至少须贮存2天。
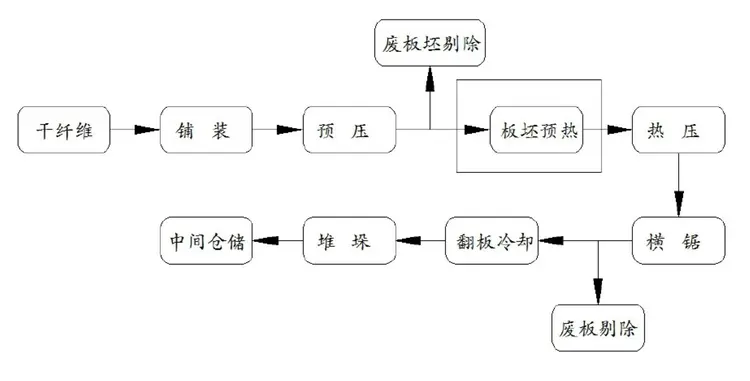
铺装热压成型工段流程图
砂锯检板打包工段
毛板由中间仓储的子母车系统送入砂光线进行砂光,之后再由纵锯和横锯裁成一定规格的成品板。最后经检验、分等和打包后,由叉车送入仓库贮存。
基本分类
编辑按密度可分为:高密度纤维板、中密度纤维板、低密度纤维板(中密度板密度为450kg~600kg/m³,高密度板密度≥600kg/m³以上)。按照国标(GB/T11718-2009)中度纤维板分为:普通型中密度纤维板、家具型中密度纤维板和承重型中密度板纤维板。按GB/T31765-2015的规定,高密度纤维板根据使用场合可分为普通型高密度纤维板、潮湿状态下使用的高密度纤维板和高湿状态下使用的高密度纤维板。按用途可分为:塑料薄膜贴面纤维板、打孔纤维板、模压纤维板、印花纤维板、标准软质纤维板、磁漆纤维壁板、吸音纤维板、施胶纤维板、防火纤维板、钛白纸面纤维板等。
防火纤维板
常有规格1220mm*2440mm和1525mm*2440mm。主要厚度有:3mm、5mm、9mm、12mm、15mm、16mm、18mm、20mm、25mm、30mm。
性能特点
编辑密度板表面常贴以三聚氰[qíng](酰[xiān])胺或木皮等饰面,具有结构均匀,板面平滑细腻,尺寸误差小、不易开裂等优点。纤维板因做过防水处理,其吸湿性比木材小,形状稳定性、抗菌性都较好。密度板的握钉力不强,由于它的结构是木屑,没有纹路,所以当钉子或是螺钉紧固时,特别是钉子或螺钉在同一个地方紧固两次以上,螺钉旋紧后容易松动。所以密度板的施工主要采用贴,而不是钉的工艺。比如橱柜门板,多是将防火板用机器压制在密度板上。同时密度板的缺点还有遇水后膨胀率大和抗弯性能差,不能用于过于潮湿和受力太大的木工作业中。
主要优点
1、纤维板很容易进行涂饰加工,各种涂料、油漆类均可均匀地涂在密度板上,是做油漆效果的首选基材。2、纤维板很容易进行贴面加工。各种木皮、胶纸薄膜、饰面板、轻金属薄板、三聚氰胺板等材料均可胶贴在纤维板表面上。3、物理性能极好,材质均匀。4、可以作为基材开发功能性材料。硬质密度板经冲刷、钻孔,还可制成吸声板,应用于建筑的装饰工程中。
主要缺点
1、密度板的最大的缺点就是不防潮,见水就发胀。在用密度板做踢脚板,门套板,窗台板时应该注意六面都刷漆,这样才不会变形。2、遇水后膨胀率大和抗弯性能差,不能用于过于潮湿和受力太大的木工作业中。3、密度板的握钉力较刨花板差,螺钉旋紧后如果发生松动,由于密度板的强度不高,很难再固定。
性能参数
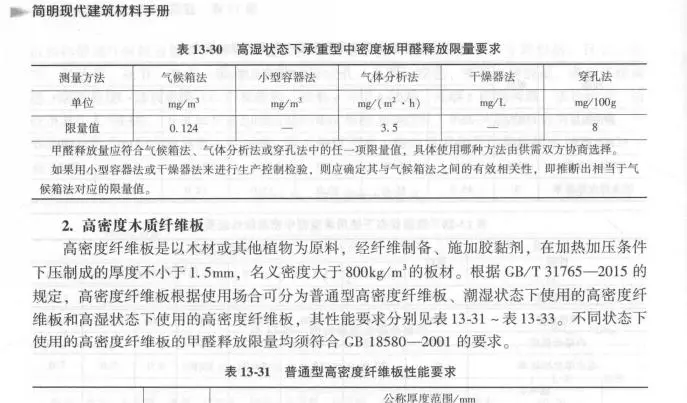
编辑高密度纤维板是以木材或其他植物为原料,经纤维制备、施加胶黏剂,在加热加压条件下压制成的厚度不小于1.5mm,名义密度大于800kgm的板材。根据GB/T31765-2015的规定,高密度纤维板根据使用场合可分为普通型高密度纤维板、潮湿状态下使用的高密度纤维板和高湿状态下使用的高密度纤维板,其性能要求分别见下图。不同状态下使用的高密度纤维板的甲醛释放限量均须符合GB18580—2001的要求。
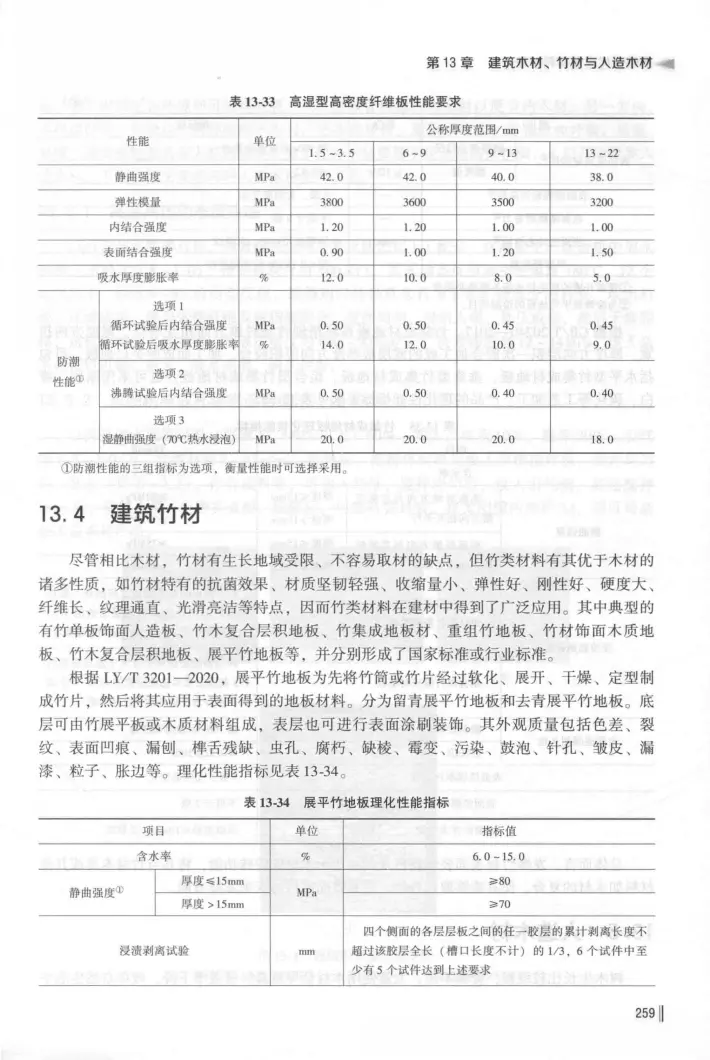
高湿型高密度纤维板性能要求
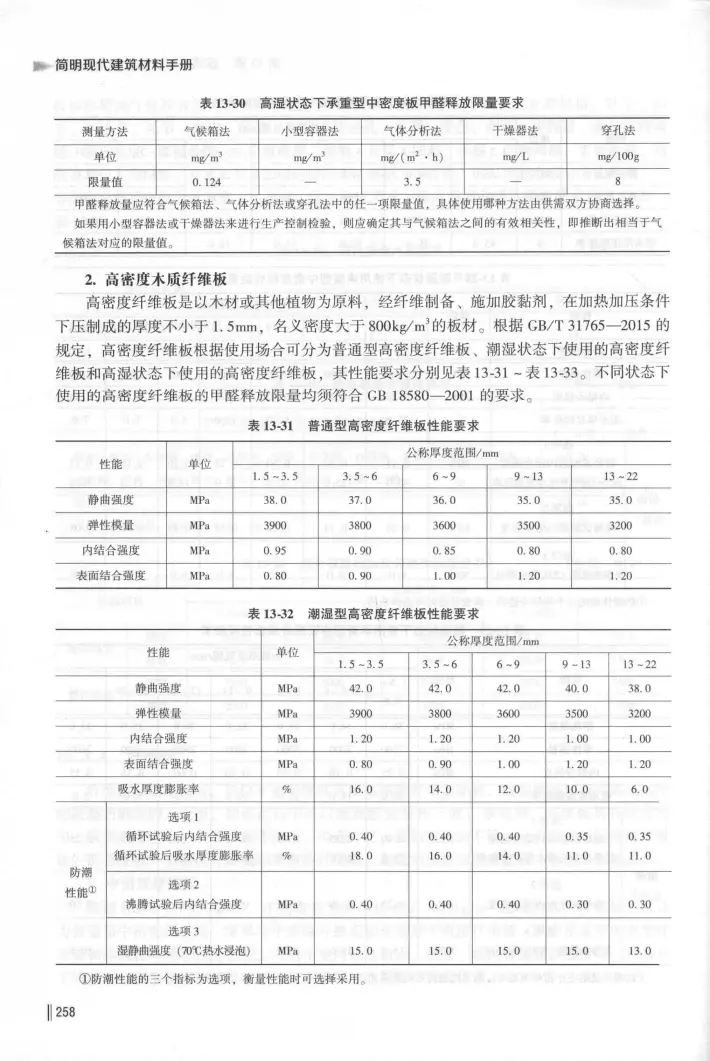
普通型、潮湿型高密度纤维板性能要求
根据GB/T11718-2009,中密度板为密度在650~800kg/m之间的木质纤维板。可分为普通型中密度纤维板、家具型中密度纤维板和承重型中密度纤维板。其中承重型中密度纤维板和建筑材料关系较为密切,可用于室内地面铺设、棚架、室内普通建筑部件等。对其在干燥状态、潮湿状态和高湿状态下使用不同的性能要求分别见下图。
高湿状态下使用承重型中密度板性能要求
干燥、潮湿、高温状态下使用承重型中密度板性能要求
主要用途
编辑主要用于强化木地板、门板、隔墙、家具等,密度板在家装中主要用于混油工艺的表面处理;一般做家具用的都是中密度板,因为高密度板密度太高,很容易开裂,所以没有办法做家具。一般高密度板都是用来做室内外装潢、办公和民用家具、音响、车辆内部装饰,还可用作计算机房抗静电地板、护墙板、防盗门、墙板、隔板等的制作材料。它还是包装的良好材料。

卫生间隔板
标准规范
编辑维护保养
编辑家具保养
家具表面务必常用干净的软布擦拭,最好定期上专用家具蜡保养,每月一次为宜。家具电镀五金件要保持干燥、洁净、经常用细软干布揩擦,以保其光泽及不锈蚀。不宜用重物硬物敲击表面或直接在表面切割东西,防止家具表面损坏,也不可在地面上硬行推移家具。尽量避免孩子在家具上跳跃玩耍,以免损坏家具承托结构。
注意事项
经常保持密度板的干爽和清洁,不要用大量的水冲洗,注意避免密度板局部长期浸水。如果密度板有了油渍和污渍,要注意及时清除,可以用家用柔和中性清洁剂加温水进行处理,最好采用与密度板配套的专用密度板清洁保护液来清洗。不要用碱水、肥皂水等腐蚀性液体接触密度板表层,更不要用汽油等易燃物品和其他高温液体来擦拭密度板。密度板表面的污渍及油渍请用家庭清洁剂进行清洁,切勿使用大量的水来清洗密度板。密度板表面遇有污渍,一般用不滴水的潮拖把擦干即可。若沾上巧克力、油脂、果汁、饮料等,只需用温水及中性清洁剂擦拭即可。若被口红、蜡笔、墨水等污染,可用甲醇或丙酮轻轻擦拭即可。在冬季应注意增加密度板表面的湿度,用潮湿的拖布拖地,适当增大地表湿度,能够有效地解决密度板产生缝隙和开裂。如个别位置产生开裂,请及时通知销售单位,对局部进行填补处理。在填补后,适当增加地表湿度,以利于密度板复原。密度板要尽量避免强烈阳光的直接照射以及高温人工光源的长时间炙烤,以免密度板表面提前干裂和老化。雨季要关好窗户,以免飘雨浸湿密度板。同时要注意室内的通风,散发室内的湿气,保持正常的室内温度也有利于密度板寿命的延长。
市场前景
编辑中国市场。近年来,随着中国经济建设的快速发展,中国人民生活水平都普遍得到了提高,大量农村人口向着发达城市流动,带动了房地产市场和建材市场的发展,家具生产和建筑房屋装修中对中密度纤维板需求量也不断增加,此外,很多中密度板还出口东南亚等国家,出口量的增加,也促进中国中密度纤维板生产规模的扩大。中纤板应用范围主要包括家具制造、强化地板生产、室内装饰与装修和产品包装等多个领域。近几年来,由于高密度、中密度、薄型纤维板的成功开发,其用途得到了扩大和延伸,替代了某些纸板用作食品包装盒体、线路板底板和电路控制表板等。目前中国的高密度纤维板生产线一般是在中密度纤维板生产线的基础上采用连续压机,其生产能力在10~30万立方m³/a以上。因此,连续平压机在国际HDF(高密度板)、MDF(中密度板)工业中占据了绝对的主导地位。中国是世界第一大人造板生产国和消费国,纤维板生产是中国人造板生产中自动化程度最高的技术密集型产业,中国纤维板产业发展实现了木材资源的综合利用,有效缓解了木材供需矛盾。阐述了近十年中国纤维板产业生产、消费、国际贸易、产品质量、典型企业、技术装备等方面的现状,浅析了未来中国纤维板产业发展趋势。
内容由匿名用户提供,本内容不代表vibaike.com立场,内容投诉举报请联系vibaike.com客服。如若转载,请注明出处:https://vibaike.com/587231/