
巴氏杀菌
编辑巴氏杀菌,是一种包装和未包装食品(例如牛奶和果汁)的加热过程,通常用低于100°C(212°F)的温和热量进行处理,以消除病原体并延长保质期。
该过程的目的是摧毁或关闭的有机体和酶有助于变质或疾病的风险,包括营养细菌,而不是细菌孢子。由于巴氏灭菌法不是杀菌方法,也不会杀死孢子,因此第二次“双重”巴氏灭菌法可以杀死已经发芽的孢子,从而提高品质。
该过程以法国微生物学家路易斯·巴斯德(Louis Pasteur)的名字命名,他在1880年代的研究表明,热加工可以使葡萄酒中不需要的微生物失活。在巴氏杀菌过程中,变质酶也被灭活。如今,巴氏灭菌法已广泛应用于乳制品行业和其他食品加工行业,以实现食品保鲜和食品安全。
大多数液体产品都是在连续系统中进行热处理的,可以使用板式换热器或直接或间接使用热水和蒸汽来施加热量。由于温和的热量,处理过的食物的营养质量和感官特性几乎没有变化。Pascalization或高压处理(HPP)和脉冲电场(PEF)是非热过程,也用于对食品进行巴氏消毒。
巴氏杀菌过程
编辑巴氏杀菌是对液态食品(包装和未包装)进行的温和热处理,通常将产品加热到100°C以下。热处理和冷却过程旨在抑制产品的相变。食物的酸度决定了热处理的参数(时间和温度)以及保质期。参数还考虑了对热敏感的营养和感官品质。
在果汁和啤酒等酸性食品(pH <4.6)中,热处理旨在使酶(果汁中的果胶甲基酯酶和聚半乳糖醛酸酶)失活,并破坏腐败微生物(酵母和乳酸菌)。由于酸性食品的pH值低,病原体无法生长。因此,保质期延长了数周。对于酸度较低的食品(pH> 4.6),例如牛奶和液态鸡蛋,热处理旨在消灭病原体和腐败生物(酵母和霉菌)。在巴氏灭菌参数下,并非所有腐败生物都被破坏,因此需要随后的冷藏。
巴氏杀菌的设备
编辑食品可以通过两种方式进行巴氏消毒:包装在容器中之前或之后。将食物包装在玻璃杯中时,可使用热水降低热冲击的风险。塑料和金属也用于包装食品,由于热冲击的风险较低,因此通常用蒸汽或热水对它们进行巴氏消毒。
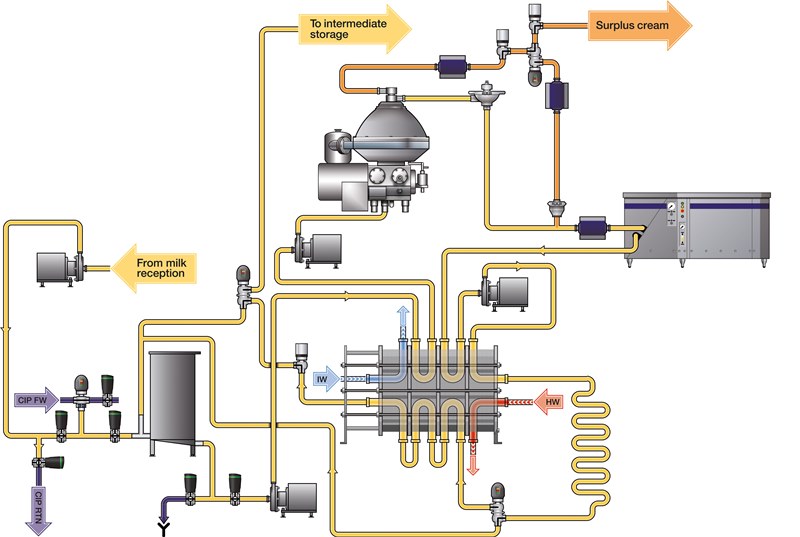
大多数液态食品使用具有加热区,固定管和冷却区的连续系统进行巴氏杀菌,然后将产品填充到包装中。板式换热器用于低粘度产品,例如动物奶、坚果奶和果汁。板式换热器由许多薄的垂直不锈钢板组成,这些板将液体与加热或冷却介质分开。刮板式换热器在管内包含一个内部旋转轴,用于刮除可能积聚在管壁上的高粘性材料。
壳管式热交换器专为非牛顿食品(如乳制品、番茄酱和婴儿食品)的巴氏杀菌而设计。管式热交换器由同心的不锈钢管组成。食物通过内管,而加热/冷却介质则通过外管或内管循环。
使用热交换器对未包装食品进行巴氏消毒与对容器中的食品进行巴氏消毒的好处是:
- 热交换器提供均匀的处理,并且可以在这些板上进行巴氏杀菌的产品具有更大的灵活性
- 与对包装好的容器中的食品进行巴氏消毒相比,该过程更加节能
- 更高的吞吐量
产品在热交换器中加热后,将流过固定管一段时间,以达到所需的处理效果。如果未达到巴氏灭菌温度或时间,则使用分流阀将处理不足的产品分流回原料罐。如果对产品进行了充分的处理,则将其在热交换器中冷却,然后装满。
高温短时(HTST)巴氏灭菌,例如用于牛奶的高温巴氏灭菌(71.5°C(160.7°F)持续15秒)可确保牛奶的安全性,并提供约两周的冷藏保质期。在超高温(UHT)巴氏消毒中,牛奶在135°C(275°F)的温度下进行巴氏消毒1–2秒,从而提供相同的安全性,但与包装一起,可将牛奶的保质期延长至三个月。冷藏。
巴氏杀菌的验证
编辑直接微生物技术是病原体污染的最终测量方法,但是它们既昂贵又费时,这意味着在经过巴氏杀菌验证后,产品的保质期会缩短。
由于微生物技术的不适应性,通常通过检查碱性磷酸酶的存在来监测牛奶巴氏灭菌的功效,碱性磷酸酶会被巴氏灭菌变性。破坏碱性磷酸酶可确保破坏常见的牛奶病原体。因此,碱性磷酸酶的存在是巴氏灭菌功效的理想指标。对于液态鸡蛋,热处理的有效性通过α-淀粉酶的残留活性来衡量。
抵抗病原菌的功效
编辑在20世纪初期,对于什么时间和温度的组合可以灭活牛奶中的病原菌尚无充分的认识,因此使用了许多不同的巴氏灭菌标准。到1943年,通过对全部热死亡的研究(以牛奶中的一系列致病细菌。彻底灭活了柯氏杆菌(当时被认为是通过口服摄入受感染的牛奶引起Q发热)以及结核分枝杆菌(导致结核病)后来被证实。出于所有实际目的,这些条件足以破坏几乎所有的酵母,霉菌和常见的腐败细菌,并确保充分破坏常见的致病性耐热生物。但是,直到1960年代为止一直使用的微生物技术不允许实际减少细菌的数量。牛奶巴氏灭菌法可灭活致病细菌的程度来自对牛奶中存活的细菌的研究,该细菌经过故意掺入高水平的最重要的乳源性病原体的最耐热菌株后进行了热处理。
在15秒的处理过程中,主要乳源性病原体的平均log 10减少量和灭活温度为:
- 金黄色葡萄球菌> 66.5°C(151.7°F)时> 6.7
- 小肠结肠炎耶尔森菌> 6.8在62.5°C(144.5°F)
- 致病性大肠杆菌> 65°C(149°F)时为6.8
- 阪崎肠杆菌> 6.7在67.5°C(153.5°F)
- 单核细胞增生李斯特氏菌> 65.5°C(149.9°F)时大于6.9
- 沙门氏菌SER。鼠伤寒> 66.9°C(142.7°F)时为6.9
(log 10在6到7之间减少表示在100万(10 6)到1000万(10 7)细菌中存活了1个细菌。)
作为预防措施,现代HTST巴氏灭菌工艺必须设计成具有流量限制以及分流阀,以确保牛奶被均匀加热,并且没有任何一部分牛奶经受更短的时间或更低的温度。温度通常会超过72°C 1.5°C或2°C。
对食物营养和感官特性的影响
编辑由于其温和的热处理,巴氏杀菌可以将几天或几周的保质期延长。但是,这种温和的热量也意味着食品中对热不稳定的维生素只有很小的变化。
牛奶
编辑根据系统评价和荟萃分析,发现巴氏杀菌似乎可以降低维生素B12和E的浓度,但同时也可以提高维生素a的浓度。除荟萃分析外,仅根据大量文献资料就不可能得出关于巴氏杀菌对维生素A、B12和E的影响的结论。牛奶不是北美饮食中维生素B12或E的重要来源,因此巴氏消毒对成年人每天摄入这些维生素的影响可以忽略不计。但是,牛奶被认为是维生素A的重要来源,而且由于巴氏灭菌法似乎可以增加牛奶中的维生素A浓度,因此牛奶热处理对该维生素的影响并不是主要的公共卫生问题。荟萃分析的结果表明,牛奶的巴氏灭菌会导致维生素C和叶酸的大量减少,但牛奶也不是这些维生素的重要来源。巴氏杀菌后,维生素B2浓度显着下降。维生素B2通常在牛乳中的浓度为1.83 mg / L。由于成人的建议每日摄入量为1.1毫克/天,牛奶的摄入量大大有助于建议的这种维生素的每日摄入量。除了B2外,在降低牛奶的营养价值方面,巴氏灭菌法似乎不是问题,因为在北美饮食中,牛奶通常不是这些维生素的主要来源。
感官效应
编辑巴氏杀菌对加工食品的感官特性也有很小但可测量的影响。在果汁中,巴氏杀菌可能会导致挥发性香气化合物损失。果汁产品在巴氏灭菌之前经过脱气过程,可能造成这种损失。脱气还可以最大程度减少维生素C和胡萝卜素等营养物质的流失。为了防止由于挥发性化合物的损失而导致质量下降,可以利用挥发性回收物(尽管成本很高)来生产更高品质的果汁产品。
关于颜色,巴氏杀菌工艺对植物和动物组织中的色素(如叶绿素、花青素和类胡萝卜素)影响不大。在果汁中,多酚氧化酶(PPO)是导致褐变和颜色变化的主要酶。但是,该酶在巴氏灭菌之前的除氧步骤中被脱活并除去了氧气。
在牛奶中,巴氏消毒和生牛奶之间的色差与巴氏消毒之前发生的均质化步骤有关。在巴氏消毒之前,将牛奶均质化以乳化其脂肪和水溶性成分,这使得巴氏消毒的牛奶与生牛奶相比具有更白的外观。对于蔬菜产品,颜色降解取决于温度条件和加热时间。
如果果胶的加工温度过高,则由于果胶结构中的酶促和非酶促转化,巴氏杀菌可能会导致一些质地损失。但是,采用温和的热处理巴氏灭菌法,只要温度不超过80°C(176°F),就不会引起蔬菜质地变软的组织变软。
新型巴氏灭菌法
编辑已开发出其他热过程和非热过程来对食品进行巴氏消毒,以减少对食品营养和感官特性的影响并防止对热不稳定的营养物质的降解。Pascalization或高压处理(HPP)和脉冲电场(PEF)是目前在商业上使用的这些非热巴氏灭菌方法的示例。
微波容积加热(MVH)是最新可用的巴氏灭菌技术。它使用微波以连续流动的方式加热液体,悬浮液或半固体。由于MVH可以将能量均匀而深远地传递到流动产品的整个体内,因此可以实现更温和,更短的加热,从而保留了牛奶中几乎所有的热敏感物质。
低温短时(LTST)是一种获得专利的方法,它意味着在加热到低于常规巴氏灭菌温度的室内喷射液滴。处理液体产品需要几千分之一秒,因此该方法也称为毫秒技术(MST)。当与HTST结合使用时,它可以显着延长产品的保质期(50天以上),而不会破坏营养成分或风味。LTST自2019年以来一直在商业化。
内容由匿名用户提供,本内容不代表vibaike.com立场,内容投诉举报请联系vibaike.com客服。如若转载,请注明出处:https://vibaike.com/114641/